 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de







descriere
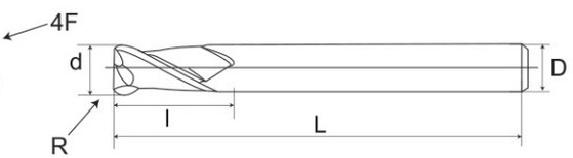
moara de capăt cu 2 fluturi
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 mărimea bobului = 0,6μm


|
d...... |
i |
l |
d. |
r |
f |
|
1 |
2 |
50 |
4 |
0.5 |
2 |
|
1.5 |
3 |
50 |
4 |
0.75 |
2 |
|
2 |
4 |
50 |
4 |
1 |
2 |
|
2.5 |
5 |
50 |
4 |
1.25 |
2 |
|
3 |
6 |
50 |
4 |
1.5 |
2 |
|
3.5 |
7 |
50 |
4 |
1.75 |
2 |
|
4 |
8 |
50 |
4 |
2 |
2 |
|
5 |
10 |
50 |
6 |
2.5 |
2 |
|
6 |
12 |
50 |
6 |
3 |
2 |
|
7 |
15 |
60 |
8 |
3.5 |
2 |
|
8 |
16 |
60 |
8 |
4 |
2 |
|
10 |
20 |
75 |
10 |
5 |
2 |
|
12 |
25 |
75 |
12 |
6 |
2 |
|
14 |
28 |
100 |
14 |
7 |
2 |
|
16 |
32 |
100 |
16 |
8 |
2 |
|
18 |
36 |
100 |
18 |
9 |
2 |
|
20 |
40 |
100 |
20 |
10 |
2 |
moara de capăt cu 2 fluturi extinsă
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 mărimea cerealelor = 0,6 μm


|
d...... |
i |
l |
d. |
r |
f |
|
4 |
8 |
100 |
4 |
2 |
2 |
|
6 |
12 |
100 |
6 |
3 |
2 |
|
8 |
16 |
100 |
8 |
4 |
2 |
|
10 |
20 |
100 |
10 |
5 |
2 |
|
12 |
25 |
100 |
12 |
6 |
2 |
|
6 |
12 |
150 |
6 |
3 |
2 |
|
8 |
16 |
150 |
8 |
4 |
2 |
|
10 |
20 |
150 |
10 |
5 |
2 |
|
12 |
24 |
150 |
12 |
6 |
2 |
|
14 |
28 |
150 |
14 |
7 |
2 |
|
16 |
32 |
150 |
16 |
8 |
2 |
|
18 |
36 |
150 |
18 |
9 |
2 |
|
20 |
40 |
150 |
20 |
10 |
2 |
condiții de tăiere
|
materiale procesate |
fontă fier ductil |
stee de carbon aalloy steel ~ 750n/mm2 |
oțel din oțel din carbon \ aliaj 30hrc |
phs \ qt steel 40hrc |
oţel inoxidabil |
phs \ qt steel ~ 50hrc |
||||||
|
d. (mm) |
rpm (min-¹) |
federat (mm/min) |
rpm (min-¹) |
federat (mm/min) |
rpm (min-¹) |
federat (mm/min) |
rpm (min-¹) |
federat (mm/min) |
rpm (min-¹) |
federat (mm/min) |
rpm (min-¹) |
federat (mm/min) |
|
r0.5 |
40000 |
800 |
40000 |
800 |
38000 |
700 |
32000 |
320 |
22300 |
200 |
25000 |
275 |
|
r1.0 |
24000 |
900 |
24000 |
900 |
19000 |
760 |
16000 |
400 |
11150 |
230 |
13000 |
275 |
|
r1.5 |
15500 |
950 |
15500 |
950 |
2750 |
760 |
10600 |
450 |
7400 |
290 |
8500 |
280 |
|
r2.0 |
11500 |
950 |
11500 |
950 |
9550 |
760 |
8000 |
550 |
5550 |
370 |
6500 |
370 |
|
r2.5 |
9500 |
1050 |
9500 |
1050 |
7650 |
800 |
6400 |
550 |
4450 |
370 |
5000 |
375 |
|
r3.0 |
8000 |
1050 |
8000 |
1050 |
6400 |
800 |
5300 |
580 |
3700 |
390 |
4200 |
390 |
|
r4.0 |
6000 |
1300 |
6000 |
1300 |
4800 |
950 |
4000 |
700 |
2750 |
455 |
3200 |
440 |
|
r5.0 |
4800 |
1200 |
4800 |
1200 |
3800 |
900 |
3200 |
650 |
2200 |
430 |
2500 |
440 |
|
r6.0 |
4000 |
1100 |
4000 |
1100 |
3200 |
840 |
2650 |
610 |
1850 |
430 |
2100 |
420 |
|
r8.0 |
3000 |
1050 |
3000 |
1050 |
2400 |
800 |
2000 |
600 |
1350 |
380 |
1600 |
375 |
|
r10.0 |
2400 |
950 |
2400 |
950 |
1900 |
680 |
1600 |
560 |
1100 |
370 |
1250 |
330 |
|
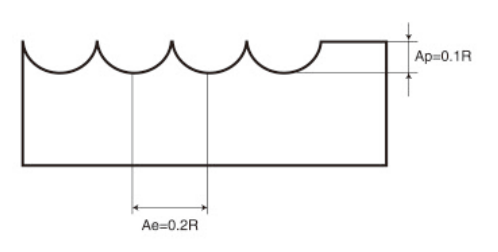
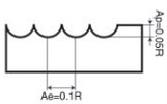
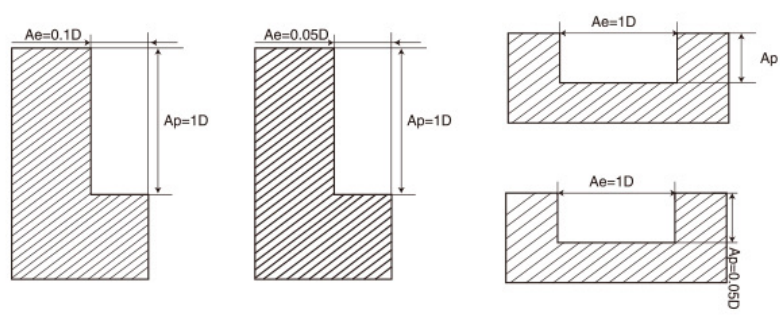
adâncime de tăiere maximă |
|
 |
||||||||||
◆ afaceri speciale :
1. acest tabel este valoarea standard pentru freza laterală. atunci când instrumentul este groaznic, rpm ar trebui să fie de 60% ~ 80% din tabelul de mai jos, iar federatul trebuie să fie de 50% ~ 70% ca valoare standard.
2. vă rugăm să utilizați mașini-unelte de înaltă precizie și suporturi de scule.
3. vă rugăm să utilizați răcirea aerului sau lichidul de tăiere care nu produce cu ușurință fum.
4. frezarea laterală este recomandată pentru frezare în jos.
5. dacă rigiditatea mașinii -unelte și piesa de lucru este slabă, vibrațiile și sunetul anormal vor apărea. în acest moment, rpm și federatul din tabelul de mai jos ar trebui reduse de la an la an.
6. mențineți instrumentul înverșunat cât mai scurt, fără interferențe.
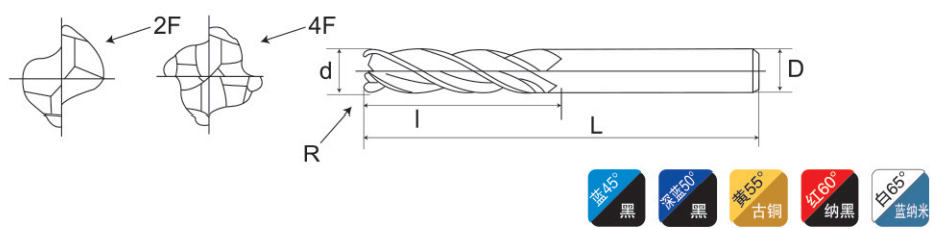
moara de capăt rotund cu 2 fluturi/cu 4 fluturi
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 mărimea bobului = 0,6μm
2f

|
d...... |
i |
l |
d. |
r |
f |
|
4 |
10 |
50 |
4 |
0.2 |
2/4 |
|
4 |
10 |
50 |
4 |
0.5 |
2/4 |
|
4 |
10 |
50 |
4 |
1 |
2/4 |
|
6 |
15 |
50 |
6 |
0.2 |
2/4 |
|
6 |
15 |
50 |
6 |
0.5 |
2/4 |
|
6 |
15 |
50 |
6 |
1 |
2/4 |
|
8 |
20 |
60 |
6 |
0.2 |
2/4 |
|
8 |
20 |
60 |
8 |
0.5 |
2/4 |
|
8 |
20 |
60 |
8 |
1 |
2/4 |
|
10 |
25 |
75 |
10 |
0.5/1 |
2/4 |
|
10 |
25 |
75 |
10 |
1.5 |
2/4 |
|
12 |
30 |
75 |
12 |
0.5/1 |
2/4 |
|
12 |
30 |
75 |
12 |
1.5 |
2/4 |
|
14 |
35 |
100 |
14 |
0.5/2 |
2/4 |
|
16 |
40 |
100 |
16 |
0.5/1/2 |
2/4 |
|
18 |
45 |
100 |
18 |
0.5/1/2 |
2/4 |
|
20 |
45 |
100 |
20 |
0.5/1/2 |
2/4 |
2-flight/4-flight se extinde rotund nasul de la capătul nasului
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc≥91,5 mărimea bobului = 0,6μm
|
d...... |
i |
l |
d. |
r |
f |
|
4 |
16 |
100 |
4 |
0.2 |
2/4 |
|
4 |
16 |
100 |
4 |
0.5 |
2/4 |
|
4 |
16 |
100 |
4 |
1 |
2/4 |
|
6 |
25 |
100 |
6 |
0.2 |
2/4 |
|
6 |
25 |
100 |
6 |
0.5 |
2/4 |
|
6 |
25 |
100 |
6 |
1 |
2/4 |
|
8 |
30 |
100 |
6 |
0.5 |
2/4 |
|
8 |
30 |
100 |
8 |
1 |
2/4 |
|
10 |
40 |
100 |
10 |
0.5 |
2/4 |
|
10 |
40 |
100 |
10 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
0.5 |
2/4 |
|
12 |
45 |
100 |
12 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
1.5 |
2/4 |
◆ afaceri speciale :
1. acest tabel este valoarea standard pentru freza laterală. atunci când instrumentul este groaznic, rpm ar trebui să fie de 60% ~ 80% din tabelul de mai jos, iar federatul trebuie să fie de 50% ~ 70% ca valoare standard.
2. vă rugăm să utilizați mașini-unelte de înaltă precizie și suporturi de scule.
3. vă rugăm să utilizați răcirea aerului sau lichidul de tăiere care nu produce cu ușurință fum.
4. frezarea laterală este recomandată pentru frezare în jos.
5. dacă rigiditatea mașinii -unelte și piesa de lucru este slabă, vibrațiile și sunetul anormal vor apărea. în acest moment, rpm și federatul din tabelul de mai jos ar trebui reduse de la an la an.
6. mențineți instrumentul înverșunat cât mai scurt, fără interferențe.
condiții de tăiere
|
2flute |
||||||||||||||||||||
|
materiale procesate |
fontă fier ductil |
oțel de carbon aalloy steel ~ 750n/mm2 |
oțel de carbon aalloy steel ~ 30hrc |
phs \ qt steel ~ 40hrc |
oţel inoxidabil |
phs \ qt steel ~ 50hrc |
||||||||||||||
|
d. (mm) |
rpm (min-¹) |
federat (mm/min) |
rpm (min-¹) |
federat (mm/min) |
rpm (min-¹) |
federat (mm/min) |
rpm (min-¹) |
federat (mm/min) |
rpm (min-¹) |
federat (mm/min) |
rpm (min-¹) |
federat (mm/min) |
||||||||
|
1 |
20000 |
200 |
20000 |
200 |
20000 |
160 |
20000 |
160 |
20000 |
60 |
20000 |
120 |
||||||||
|
2 |
15000 |
320 |
15000 |
320 |
15000 |
290 |
15000 |
280 |
11150 |
84 |
13000 |
180 |
||||||||
|
3 |
14000 |
545 |
14000 |
545 |
13000 |
510 |
10600 |
420 |
7500 |
120 |
8500 |
330 |
||||||||
|
4 |
10800 |
560 |
10800 |
560 |
10000 |
520 |
8000 |
430 |
5500 |
130 |
6500 |
335 |
||||||||
|
5 |
8200 |
580 |
8200 |
580 |
7600 |
540 |
6400 |
450 |
4500 |
130 |
5000 |
355 |
||||||||
|
6 |
7000 |
600 |
7000 |
600 |
6400 |
550 |
5300 |
460 |
3700 |
140 |
4200 |
360 |
||||||||
|
8 |
5200 |
600 |
5200 |
600 |
4800 |
550 |
4000 |
460 |
2800 |
140 |
3200 |
365 |
||||||||
|
10 |
4200 |
580 |
4200 |
580 |
3800 |
540 |
3200 |
445 |
2200 |
140 |
2500 |
350 |
||||||||
|
12 |
3500 |
580 |
3500 |
580 |
3200 |
540 |
2650 |
445 |
1850 |
140 |
2100 |
350 |
||||||||
|
4flute |
||||||||||||||||||||
|
3 |
14000 |
820 |
14000 |
820 |
13000 |
755 |
10600 |
630 |
7500 |
145 |
8500 |
490 |
||||||||
|
4 |
10800 |
840 |
10800 |
840 |
10000 |
770 |
8000 |
640 |
5500 |
145 |
6500 |
500 |
||||||||
|
5 |
8200 |
880 |
8200 |
880 |
7600 |
810 |
6400 |
670 |
4500 |
145 |
5000 |
530 |
||||||||
|
6 |
7000 |
900 |
7000 |
900 |
6400 |
830 |
5300 |
690 |
3700 |
160 |
4200 |
540 |
||||||||
|
8 |
5200 |
890 |
5200 |
890 |
4800 |
815 |
4000 |
680 |
2800 |
160 |
3200 |
550 |
||||||||
|
10 |
4200 |
880 |
4200 |
880 |
3800 |
810 |
3200 |
670 |
2200 |
160 |
2500 |
520 |
||||||||
|
12 |
3500 |
880 |
3500 |
880 |
3200 |
810 |
2650 |
670 |
1850 |
160 |
2100 |
520 |
||||||||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
490 |
||||||||
|
adâncime de tăiere maximă
|
 |
|||||||||||||||||||
moara de capăt de shank cu o singură flut solid cu un singur flutură (flaut standard)
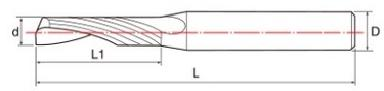

aplicații cu tăietor de frezare: oțel inoxidabil, fontă, aluminiu, cupru, grafit, materiale plastice, materiale compozite, aliaje de titan, nichel, oțel rezistent la căldură, oțel non-aliaj, oțel din aliaj scăzut <24hr, oțel din aliaj înalt din aliaj înalt
<30hrc 、 oțel întărit 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
specificații |
specificații |
||||||
|
d...... |
d (h6) |
l1 |
l |
d...... |
d (h6) |
l1 |
l |
|
3.175 |
3.175 |
12 |
385 |
4 |
4 |
42 |
70 |
|
3.175 |
3.175 |
15 |
38.5 |
6 |
6 |
12 |
50 |
|
3.175 |
3.175 |
17 |
45 |
6 |
6 |
17 |
50 |
|
4 |
4 |
12 |
45 |
6 |
6 |
22 |
50 |
|
4 |
4 |
17 |
45 |
6 |
6 |
25 |
50 |
|
4 |
4 |
22 |
45 |
6 |
6 |
32 |
60 |
|
4 |
4 |
32 |
60 |
6 |
6 |
42 |
70 |
carbură solidă cu trei sau patru fluturi cu bilă la capăt mil
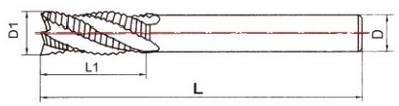


aplicații cu tăietor de frezare: oțel inoxidabil, fontă, aluminiu, cupru, grafit, materiale plastice, materiale compozite,
aliaj de titan, nichel, oțel rezistent la căldură, oțel non-aliaj, oțel din aliaj scăzut <24hrc, oțel înalt din aliaj <30hrc, oțel întărit 30-38hrc 38-48hrc 48-56hrc 56-68hrc
|
specificații |
|||
|
d1 |
l1 |
d. |
|
|
6 |
15 |
6 |
50 |
|
8 |
20 |
8 |
60 |
|
10 |
25 |
10 |
75 |
|
12 |
30 |
12 |
75 |
|
16 |
40 |
16 |
100 |
|
20 |
45 |
20 |
100 |
anchetă
categorii de produse conexe
- china end mill four bit
- china cnc plexiglass mill end
- china furging bits
- china cnc 4 mm moară de capăt
- aliaj de carbură din china a cimentat
- instrumente de tăiere a frezării din china
- cnc end frezing
- mori ieftine cnc end
- china a cimentat friction friction dril
- cnc cutter mill end
- bucăți de frezare a routerului
- inel de role de carbură cimentat din tungsten

